
三个经得起采购会议追问的优势。
一个主体闭环负责
模型、软件、AI 算力与设备全部自研 — 精度、速度、误判问题不会在多家供应商之间来回踢皮球。
大幅面 · 微米级 · 高速度
高速微米级拼接叠加硬件加速计算,让 1000 mm 幅面与微米级测量并存,吞吐随算力扩展。
可验证的真假缺陷判别
基于客户样品训练的专用模型区分真缺陷与误判,过杀与漏检以双方共同确认的样本集为准。
当孔数以百万计,抽检已经跟不上。
高密度微孔阵列有共同的失效模式:目标数量巨大、缺陷极小、退化渐进且不均匀 — 低覆盖抽检与人工目检都难以捕捉。
抽检覆盖不了数百万个孔
孔数从数十万到千万级,低覆盖抽检必然漏掉局部漂移 — 你检的少数几个孔,说明不了没检到的那些孔。
局部工艺漂移藏在抽检之间
密集阵列的退化是渐进且不均匀的。一份通过的抽检方案,仍可能让整板中某个漂移的区域悄悄溜过。
漏检在每一道工序都更贵
作为通用的行业经验法则,缺陷在本工序修复成本为 1,流到下一工序为 10,到客户端为 100。具体量级需结合你的工艺成本共同估算,但方向不会改变。
毛刺与缺口的判定始终主观
模棱两可的孔壁毛刺和孔缘缺口导致人工复判不一致,在检验员与班次之间叠加过杀与分歧。
五个步骤,每一步都有你能留下的交付物。
从样品验证到产线检测,每一步都以一份具体成果收尾 — 让你依据证据、而不是承诺,来决定下一步。
- 01
样品与工艺评估
你提供代表性样品与目标指标,映赛评估可行性。你获得一份可行性结论。
- 02
成像与算法验证
映赛选定光学方案,并在你的样品上验证测量与检测模型。你获得一份检测与测量演示报告。
- 03
检测项与阈值
在共同样本集上约定判定阈值与验收标准。你获得一份判定方案与验收标准。
- 04
产线集成与数据输出
完成接口对接、试运行确认节拍、验证数据输出。你获得一份集成验证报告。
- 05
验收、复制与迭代
正式验收、多线复制、模型迭代随之展开。你获得一份验收报告与维护计划。
需准备:代表性样品(良品 / 缺陷 / 临界,以及复判结果)、目标指标(精度、漏检 / 过杀、节拍)、工艺信息、接口格式(PLC / MES / SPC / SECS-GEM 或报表格式)与验收规则。
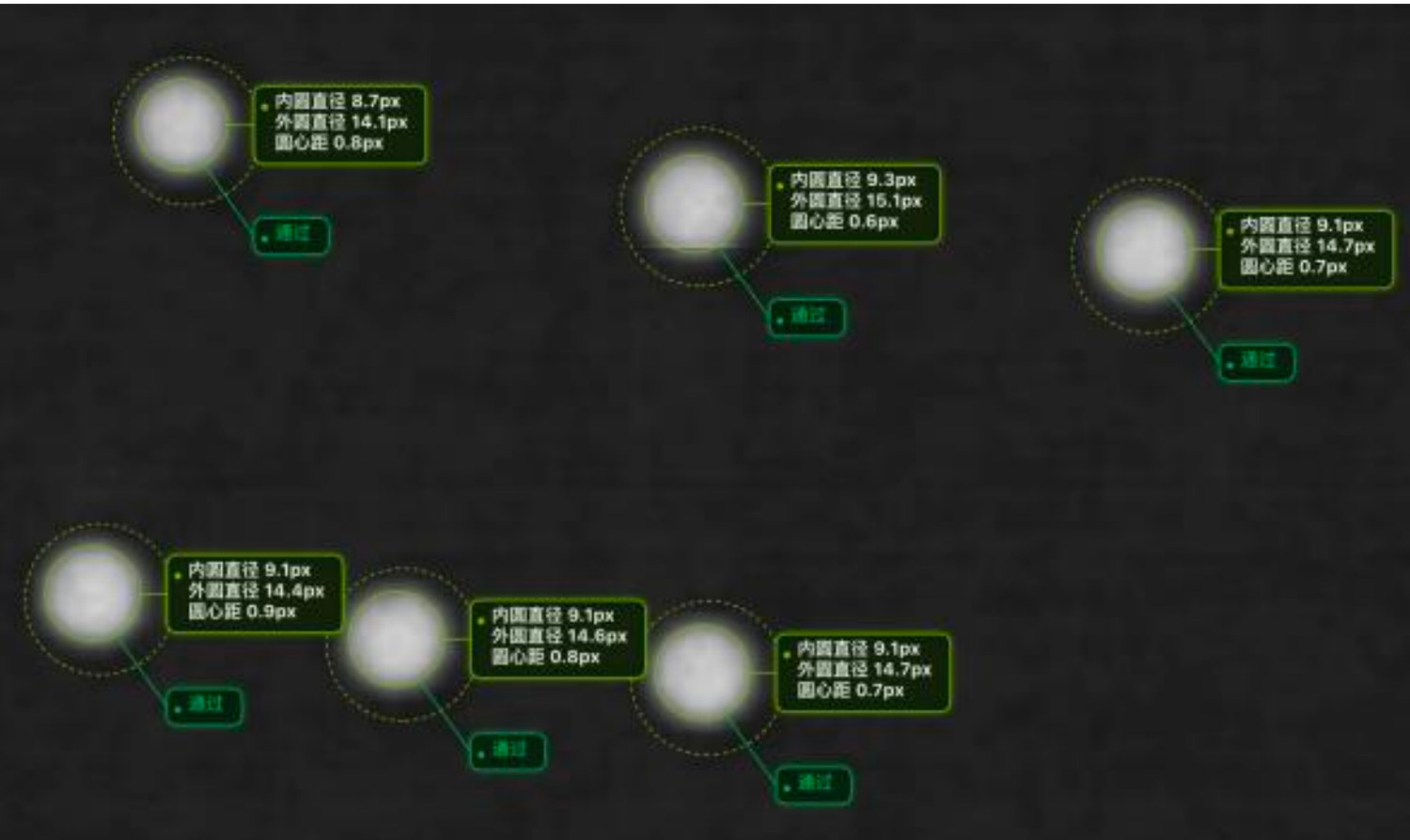
系统对每一个孔测量什么、判定什么。
逐孔孔径、孔间距与判定 — 数值以像素计算,通过标定的像素尺寸换算为 μm,再汇总到整板。
孔径与圆度
覆盖整个阵列的逐孔几何测量,而非抽样子集。
- 每一个孔的孔径与圆度都被测量
- 数值以像素计算,通过标定的像素尺寸换算为 μm
- 逐孔结果支撑工艺调优与异常追溯
位置与同心度
逐孔核对整板与层间套准。
- 在整板范围内测量孔位置与孔间距
- 针对整板与层间套准评估同心度
- 暴露套准与对位漂移,便于追溯
孔壁毛刺与孔缘缺口
对最难保持一致的判定,用 AI 真假缺陷判别。
- 孔检测与几何判定模型融合
- 真实毛刺与缺口从误判中分离出来
- 减少人工复判,判定更一致
整板孔质量地图
把每一个孔汇总成一张定位局部工艺漂移的地图。
- 由逐孔结果构建整板质量地图
- 按区域定位局部工艺漂移
- 整板地图与热力图支撑可追溯复判
范围与边界
本产品当前覆盖什么,并诚实说明其边界。
- PCB / HDI / IC 载板上的通孔、盲孔与密集孔阵列
- 可测量的最小孔径与缺陷尺寸取决于光学配置 — 在你的样品上标定
- 表面状态(残留、反光、镀层)的影响在验证阶段确认
从孔太多,到一个你能据以行动的判定。
抽检够不到的覆盖率
孔太多、抽检覆盖不了,用大幅面成像加逐孔并行计算来应对 — 你得到的是逐孔结果和整板质量地图,而不是抽样估计。
尺寸漂移及时发现
不再等到太晚才发现漂移,系统为每个孔输出孔径、圆度、位置与同心度 — 在还来得及行动时,支撑工艺调优与异常追溯。
毛刺与缺口判定更一致
模棱两可的毛刺与缺口判定,由孔检测与几何判定模型融合处理 — 减少人工复判,在检验员与班次之间给出更一致的判定。
这里的每个数字,都附带它的方法。
这些是典型值,不是保证。每一项都取决于光学配置、幅面与样品状态,并在写入技术协议之前于你的样品上完成标定。
| 指标 | 典型值 | 定义与标定 | 验收建议 |
|---|---|---|---|
| 视场 / 幅面 | 250–1000 mm | 面向大幅面板件的单次成像视场;可用视场取决于光学配置与像素尺寸。 | 依据板件幅面与最小可测特征推导,验证阶段确认。 |
| 单板目标数 | 5K–10M 孔 | 密集阵列全检下单板覆盖的孔数;实际数量取决于孔密度与板件尺寸。 | 以代表性样品在你最密的板上确认。 |
| 测量重复精度 | 1–3 μm | 同一样品同一位置重复测量的离散度(±3σ);随物镜倍率、像素尺寸与表面状态而变化。 | 在你的样品上完成 GR&R 标定并写入技术协议。 |
| 检测吞吐 | 20K 孔/秒 | 单算力配置下的基准;随幅面、分辨率与算力变化,算力可扩展。 | 依据目标节拍推导配置,试运行阶段确认。 |
每一项公开指标都是可解释、可标定、可验证的 — 是方法,不只是数字。典型值随光学配置、幅面与样品状态变化;均在你的样品上标定并写入技术协议。
分阶段导入,每一步都把风险控制住。
软件方案
从这里开始检测与测量模型、检测平台与接口 — 在接触产线之前先做离线验证。
- 测量与检测模型
- 检测平台
- 数据与系统接口
软硬一体单元
算法与 AI 算力盒及工业集成打包,面向产线部署。
- 算法与 AI 算力盒
- 工业集成
- 产线 / 检测工位部署
标准设备
整机整机搭载 AI 检测系统与闭环数据链路,用于正式验收与多线复制。
- 整机检测设备
- AI 检测系统
- 闭环数据链路
输出包括 OK/NG 判定、坐标、尺寸偏差与缺陷类别;带可追溯复判的整板地图与热力图;以及 CSV、图像或自定义格式的报表与趋势。