决定边缘检测是否真正靠得住的三件事。
大视场 · 高分辨率 · 高速度
高速微米级拼接加硬件加速算力,以边缘缺陷所需的分辨率覆盖整片晶圆 — 吞吐随所配算力线性扩展。
把真实缺陷和切割刀痕分开的 AI
基于客户样品训练的专用模型,将真实的隐裂、崩边、颗粒与正常的切割纹理区分开 — 这正是切割边缘上最主要的复判负担来源。
全自研,一家闭环负责
模型、软件、AI 算力、设备全部自研。精度、速度、误判问题不在多个供应商之间来回踢皮球 — 由一家对结果负责。
切割后漏检的边缘缺陷,最终由封装买单。
切割后的边缘与侧壁是进入先进封装的高风险区 — 而一颗漏检的坏芯片,往往要到流程很靠后才停止产生成本。
边缘与侧壁是高风险区
隐裂、崩边、颗粒集中在切割边缘与侧壁上 — 而这恰恰是下游键合与先进封装必须扛得住的区域。
缺陷细小、容易漏检
隐裂、崩边、颗粒都很微小;低覆盖率的抽检与人工目检,很难在整片晶圆上捕捉这类局部波动。
一次漏检,成本向下游成倍放大
按 1-10-100 的通用经验法则:缺陷在本工序发现成本为 1,流到下一工序为 10,到客户端为 100。一颗坏芯片进入封装,会浪费封装材料、键合工时与整机测试成本。
切割刀痕看起来像真缺陷
正常的切割纹理容易和真实损伤混淆,抬高复判负担,也侵蚀产线对判定结果的信任。
从你的样品到产线闭环,五步落地。
每一步都有明确交付物,也讲清楚双方各做什么 — 让你在进入下一阶段之前,始终清楚自己会拿到什么。
- 01
样品与工艺评估
你提供有代表性的切割后晶圆或裸片(die)以及目标指标;映赛结合你的划片工艺评估可行性。交付:可行性结论。
- 02
成像与算法验证
映赛针对边缘与侧壁缺陷选择光学与成像方式,并在你的样品上验证检测模型。交付:检测与量化演示报告。
- 03
检测项与阈值
在双方共同确认的样品集上,约定隐裂、崩边、缺口、颗粒的判定阈值与验收标准。交付:判定方案与验收标准。
- 04
产线集成与数据输出
完成接口对接,通过试运行确认节拍,缺陷位置与尺寸数据接入你的系统。交付:集成验证报告。
- 05
验收、复制与迭代
正式验收、多产线复制,并按你的复判规则迭代模型,持续降低过杀与漏检。交付:验收报告与运维计划。
开始前请准备:合格/缺陷/临界/复判结果样品,目标指标(精度、漏检/过杀、节拍),检测点与接口(PLC/MES/SPC/SECS-GEM 或报表格式),以及验收规则。
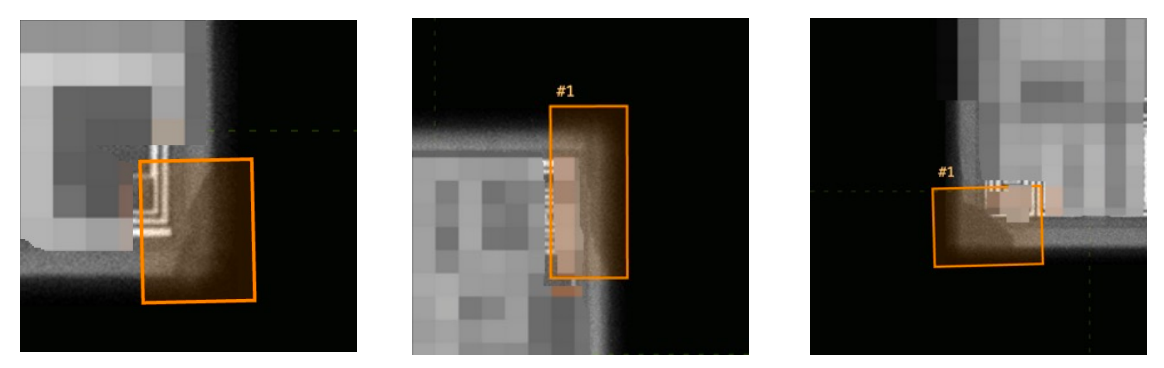
切割后真正要看的边缘与侧壁缺陷。
在整片晶圆上,系统定位切割边缘异常、绘制检测框,并输出位置、尺寸与类别 — 由 AI 把真实缺陷与切割刀痕区分开。
低介电常数(low-k)侧壁 / 隐裂
历来难以检出的一类:侧壁上的细微裂纹,含 low-k 材料叠层。
- 针对人工与低覆盖率检测常年漏检的侧壁隐裂
- 检出能力取决于成像方式与划片工艺 — 以缺陷样品验证
- 覆盖 low-k 与脆性材料
崩边 / 缺口
边缘崩边与缺口,不止于标记,而是检出并测量。
- 对每处崩边或缺口做量化尺寸输出
- 逐缺陷输出检测框及位置、尺寸、类别
- 在整片晶圆上保持一致的测量口径
边缘毛刺 / 颗粒
切割边缘上的毛刺与颗粒,在整片晶圆上筛查,而非点位抽检。
- 通过高速微米级拼接实现全晶圆覆盖
- 将颗粒、毛刺与正常切割纹理区分开
- 输出位置与尺寸,支持追溯
细微表面异常
裸片表面的微小异常,按你的样品所设定的检出极限来把控。
- 检出极限在你的缺陷与临界样品上标定
- 可稳定检出的最小尺寸取决于光学分辨率与对比度
- 在双方共同确认的样品集上确定判定标准
适用范围与边界
覆盖什么,以及在哪些条件下结果会有依赖 — 如实说明。
- 适用于切割后的晶圆与裸片,含 low-k 与脆性材料
- 侧壁裂纹检出取决于成像方式与划片工艺,并以缺陷样品验证
- 真假缺陷判别基于你的样品训练,并按你的复判规则迭代
从现场问题,到可量化的判定结果。
在封装前拦下漏检
本会流向下游的切割后边缘缺陷,在切割后环节由全晶圆检测拦截 — 高风险芯片被提前捕获,赶在它消耗封装成本之前。
把微小缺陷变成数字
隐裂、崩边、颗粒都很微小。专用缺陷模型加边缘量化,输出每个缺陷的位置、尺寸与类别 — 而不只是一个 OK/NG 标记。
更少复判,且可追溯
切割刀痕与真实缺陷混淆,是复判负担的主要来源。由样品训练加你的复判规则构建的判定,既降低这部分负担,也支持追溯。
典型值 — 并附上每一项的定义与标定方式。
以下为典型值。实际数值随光学配置、视场大小与样品状态而变化,均在你的样品上标定并写入技术协议。
| 指标 | 典型值 | 定义与标定 | 验收建议 |
|---|---|---|---|
| 对象 | 晶圆 / 裸片(含 low-k) | 切割后的晶圆与裸片,含 low-k 材料叠层。检出能力指可稳定检出的最小缺陷,取决于光学分辨率与对比度。 | 用你的缺陷与临界样品标定检出能力;在双方共同确认的样品集上设定检出极限、过杀与漏检标准。 |
| 覆盖 | 全晶圆 | 通过对切割表面与边缘的高速微米级拼接,实现全晶圆覆盖。 | 在试运行阶段,结合你的晶圆与划片版图确认检测区域与拼接视场。 |
| 速度 | < 0.5 秒 / 周期 | 每周期的拼接加检测,作为单一算力配置下的基线;随视场大小、分辨率与算力而变化,算力可扩展。 | 按你的目标节拍推导配置,并在试运行阶段确认速度。 |
| 输出 | 位置 + 尺寸 | 缺陷位置与量化尺寸,附检测框与类别;AI 判定将真实缺陷与切割刀痕分开。判定一致性指对同一批次 AI 判定的重复一致性。 | 以盲测样品集对照人工复判来验收判定一致性;随样品补充,模型持续改进。 |
指标为典型值,随光学配置、视场大小与样品状态而变化。每一项数值都在你的样品上标定并写入技术协议 — 公开的是方法,而不仅仅是数字。
分阶段导入,每一步风险都可控。
软件方案
从这里开始检测模型加检测平台与接口,适合已有成像条件、或希望先从离线验证起步的团队。
- 缺陷模型与检测/量化平台
- 数据与报表接口
- 通过软件与离线验证低承诺切入
软硬件一体机
算法加 AI 算力盒与工业集成,作为一体单元交付,用于产线侧部署。
- 检测算法与 AI 算力盒打包
- 面向检测工位的工业集成
- 离线验证确认后的进一步升级
标准设备
整机交付整机加 AI 检测系统与闭环数据链路,用于标准化的切割后检测。
- 整机加 AI 检测系统
- 晶圆图与可追溯复判的闭环数据链路
- 判定方案验收后用于多产线复制
输出包含 OK/NG 判定、坐标、尺寸偏差与缺陷类别,以晶圆图与热力图呈现并支持可追溯复判,另有 CSV 或图像形式的报表与趋势。