三个经得起测试现场追问的理由。
多视角成像 + 3D 轮廓测量 + AI 分类
显微镜无法量化整个针阵列。多视角成像、3D 轮廓测量与 AI 表面状态分类逐针测量针高、共面度、间距与表面状态 — 给出的是异常坐标,而不是一种印象。
可验证的量化判定
模型基于你自己的载具样品训练,误判(过杀)与漏检以双方共同确认的样本集为准来接受。本页每一项指标都披露其定义与标定方式,你的工程团队可以独立核对。
分阶段导入 · 风险可控
从样品验证与离线检测起步,再决定产线集成与标准设备。软件、软硬一体单元、整机是三种交付形态,每一步都有明确交付物。
为什么一根测试针决定整批能否通过。
测试针阵列与微孔、切割边缘落入同一个陷阱:针数巨大、缺陷微小、逐渐劣化 — 而低覆盖率抽检与人工目检恰恰难以捕捉局部漂移。
一处接触不良就意味着整批复测。
一根缺针、弯针或塌针,或一处超差接触,都可能迫使整批复测与停线。缺陷流到越下游被发现,代价越是成倍放大。
显微镜无法量化整个阵列。
人工与显微镜检查是主观的,无法对数百根针给出逐针数值。少数针上的局部漂移,正是抽检会漏掉的。
接触稳定性随使用逐渐劣化。
针高、共面度、磨损与污染会随插拔次数漂移。没有量化的趋势,清洁频率与换针阈值就只能靠经验拍脑袋。
维修后的确认很慢。
清洁或换针之后,判断载具是否可以回到产线,若只靠肉眼则既慢又容易误判。
五步导入,每一步都有交付物。
你提供代表性载具与目标指标,映赛在每一步都以一份具体文档收口 — 让产线集成与设备成为基于证据的决策,而不是一句承诺。
- 01
样品与工艺评估
你提供代表性载具(合格、异常、临界针)与目标指标;映赛评估可行性。你获得一份可行性结论。
- 02
成像与算法验证
映赛选定光学方案,并在你的样品上验证成像与测量模型。你获得一份检测与测量演示报告。
- 03
检测项与阈值
在确认的样本集上共同约定判定阈值与验收标准。你获得一份判定方案与验收标准。
- 04
产线集成与数据输出
完成接口对接、试运行,并确认节拍。你获得一份集成验证报告。
- 05
验收、复制与迭代
正式验收、跨载具与跨产线复制,以及降低过杀与漏检的模型迭代。你获得一份验收报告与维护计划。
需要准备:样品载具(合格 / 异常 / 临界 / 复检判定结果)、目标指标、工艺场景、接口,以及验收规则。
逐针量化 — 阵列、轮廓、位置与表面。
面向高密度测试针阵列与测试座(socket),逐针测量针高、共面度、位置偏移与表面状态。
阵列完整性
检出会让整个接触阵列失效的故障模式,并逐针定位,让技术人员清楚知道该处理哪一根针。
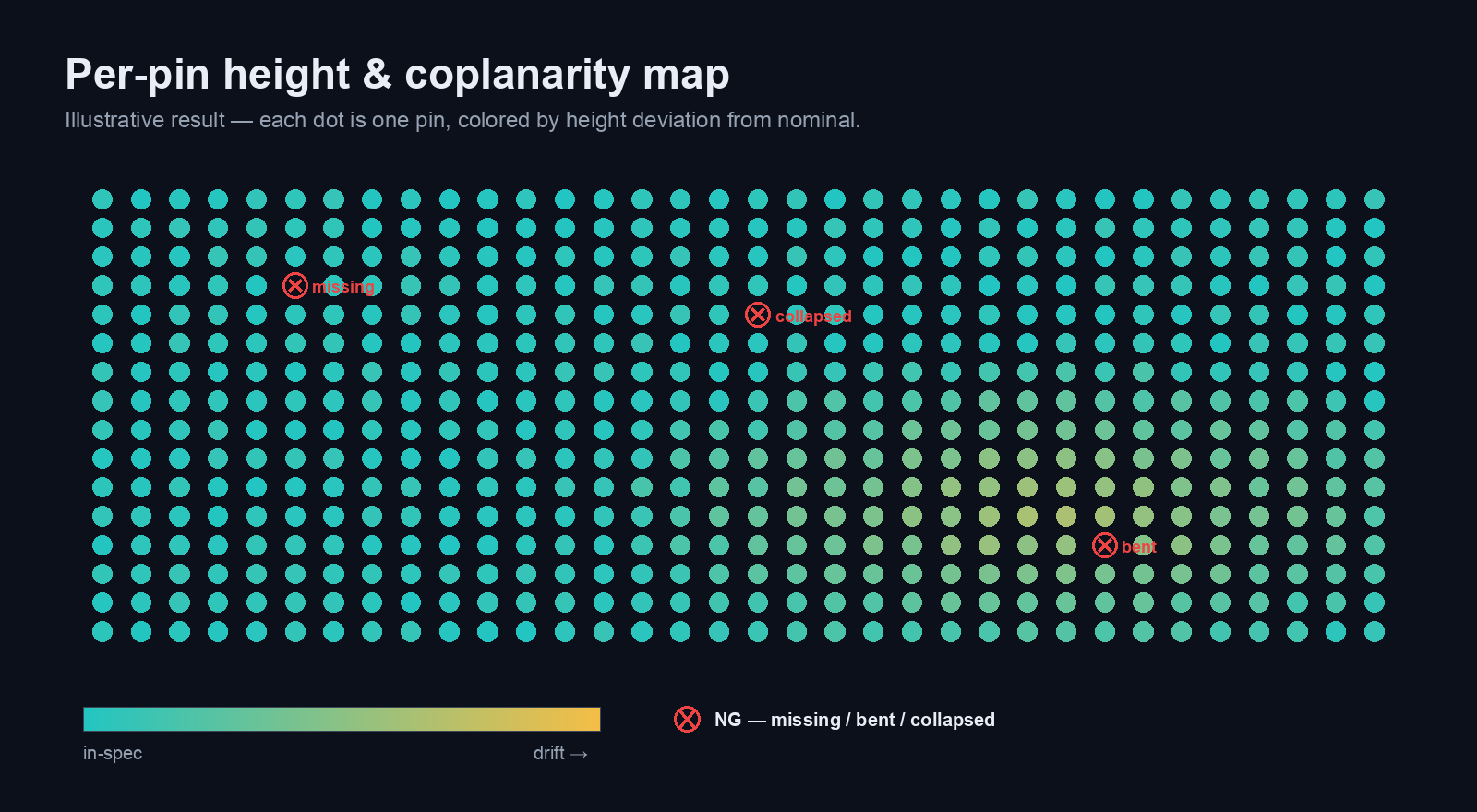
- 缺针、断针、弯针、塌针
- 覆盖整个阵列的逐针异常坐标
- 阵列图,避免单根坏针淹没在针数之中
针高、共面度与平面度
以 3D 轮廓测量量化决定每根针在受压时能否可靠接触的几何量。
- 阵列范围内的针高与共面度
- 接触平面的平面度
- 随插拔次数跟踪的接触稳定性指标
间距与偏移偏差
阵列的位置一致性 — 每根针偏离应在位置的程度,这在细间距载具上最为关键。
- 逐针的间距与位置偏移
- 适配细间距阵列,直至确认的下限
- 偏差以约定阈值为准进行标记
磨损、污染与镀层异常
以 AI 表面状态分类读取每根针尖的状态,让劣化以趋势的形式被捕捉,而不是等到造成漏检之后。
- 逐针分类磨损、污染与镀层异常
- 为清洁频率与换针阈值提供依据的趋势
- 模型基于你自己的载具样品训练与优化
适用范围与边界
面向载具工作寿命中的各个检查节点而建,并在投入使用前基于你的载具确认。
- 使用场景:上机前检查、清洗后复检、换针验收,以及周期性稽核
- 适配 BGA、LGA、QFN、PoP、strip、WLCSP 等测试载具
- 夹具(fixturing)与具体可测针型在导入阶段基于你的实际载具确认
从一次主观目视,到一份量化记录。
量化显微镜看不全的整个阵列
问题:显微镜无法量化整个针阵列。系统做什么:多视角成像、3D 轮廓测量与 AI 分类。你得到:逐针异常坐标与量化报告。
把逐渐的劣化变成一条趋势
问题:接触稳定性随插拔次数劣化。系统做什么:跟踪针高、共面度、磨损与污染的趋势。你得到:由数据支撑的清洁频率与换针阈值。
更快确认维修,更少误判
问题:维修后的检查很慢。系统做什么:以复检报告做维修前后对比。你得到:更快的确认与更低的误判风险。
典型值,并附上每一项的定义与标定。
这些是测试针产品线的典型数值 — 每一项都说明其定义以及如何在你的载具上标定,让你的团队能够验证,而不是听我们一面之词。
| 指标 | 典型值 | 定义与标定 | 验收建议 |
|---|---|---|---|
| 检测对象 | Sockets · WLCSP · Kelvin 阵列 | 高密度测试载具上的针与测试座(socket);具体范围与可测针型基于你的样品确认。 | 夹具与可测针型在导入阶段基于实际载具确认。 |
| 关键项 | 共面度、针高与接触稳定性 | 测量重复性是在同一载具同一位置重复测量的 ±3σ 离散度;GR&R 在你的载具上标定,并写入技术协议。 | 阈值在双方共同确认的样本集上设定,接触稳定性随插拔次数跟踪。 |
| 间距 | ≥ 0.35 mm | 检测能力是可稳定分辨的最小偏差;以你的细间距与临界样品标定。 | 检测下限、过杀与漏检判据在双方共同确认的样本集上设定。 |
| 输出 | OK/NG + 报告 | OK/NG 判定,含逐针坐标、偏差与缺陷类别,并附阵列图与异常热力图,判定可追溯复核。 | 用于维修前后对比与寿命趋势的报告与趋势,以 CSV、图像或自定义格式交付。 |
所示为典型值,取决于载具类型、间距与算力配置。夹具与具体可测针型在导入阶段基于你的实际载具确认。每一项公开指标都可解释、可标定、可验证 — 我们约定的是方法,而不仅仅是数字。
三种交付形态,风险可控地分阶段导入。
软件方案
从这里开始模型、检测平台与接口,用于离线验证并与你现有环境集成 — 承诺最轻的起步方式。
- 检测与测量模型
- 检测平台与数据接口
- 在任何产线投入之前先做离线验证
软硬一体单元
算法与 AI 算力盒及工业集成打包交付,适合希望算力与成像作为一个单元交付的团队。
- 算法加专用 AI 算力盒
- 面向检测工位的工业集成
- 离线验证落地后,从软件更进一步
标准设备
产线旁完整方案整机搭载 AI 检测系统与闭环数据回路,用于产线旁或检测工位部署。
- 整机检测设备
- 内置 AI 检测系统
- 回到你系统的闭环数据回路
输出为逐针量化报告,含异常热力图与趋势数据 — 可追溯到每一根针,可直接用于维修前后对比与寿命趋势跟踪,并以 CSV、图像或自定义报告格式交付。